螺紋加工方法:螺紋常用的切削加工方法有車螺紋,、銑螺紋,、磨螺紋,、攻螺紋和套螺紋等,;少無切削加工方法有搓螺紋和滾螺紋等,;特種加工方法有電火花加工和電火花共軛同步回轉(zhuǎn)加工等,。
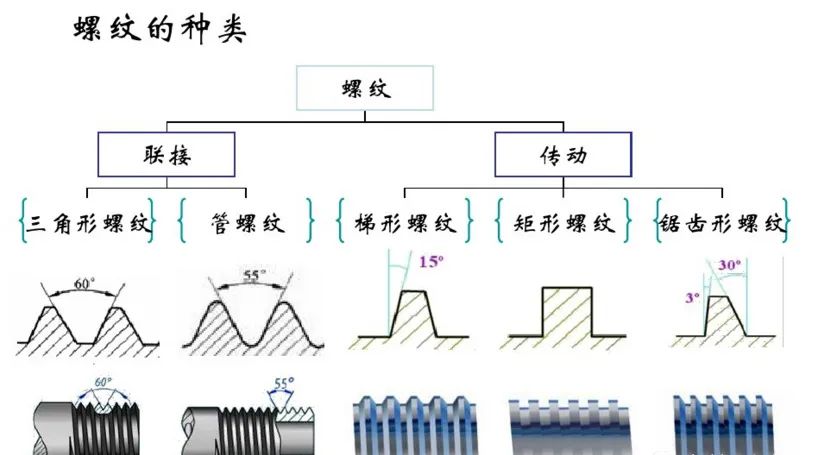
螺紋的種類氛圍聯(lián)接和傳動,,其中又有細分,矩形螺紋是傳動的其中一種,。
矩形螺紋:螺紋牙型為正方形,螺紋牙厚等于螺距的1/2,。傳動效率高,,但對中精度低,,牙根強度弱,。矩形螺紋精確制造較為困難,螺旋副磨損后的間隙難以補償或修復(fù),。
身邊最近的例子就是臺虎鉗的螺紋,。需要整天擰緊、松開,,緊固時要求很大的力,。閥門水管之類的螺紋無論大小(小的是水管龍頭),,都是矩形螺紋,,僅是尺寸略有不同而己。千斤頂和螺旋沖壓機等也是使用這樣的螺紋,。因此,,對矩形螺紋適用于大載荷,即要求距形螺紋可以強大,,對螺紋的精度沒有更多的要求,。
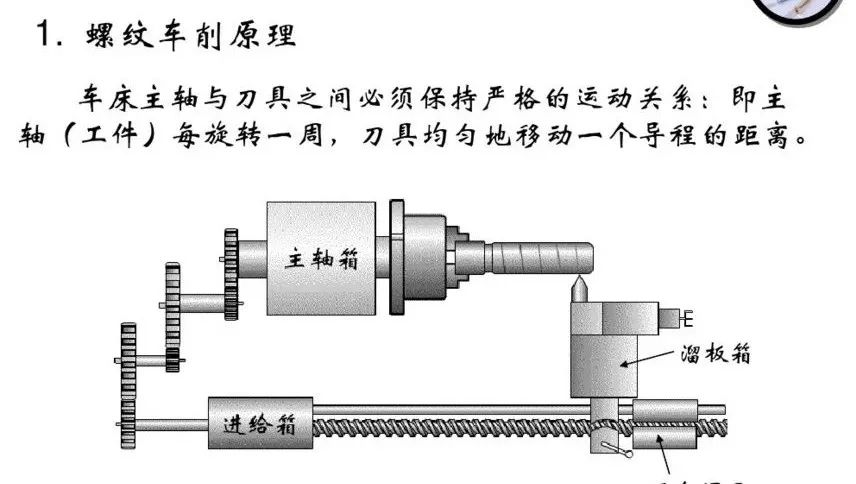
1.切削原理:
車床主軸與刀具之間必須保持嚴格的運動關(guān)系:即主軸(工件)每旋轉(zhuǎn)一周,,刀具均勻地移動一個導(dǎo)程的距離,。
3. 矩形螺紋沒有其他螺紋那樣固定的牙型:
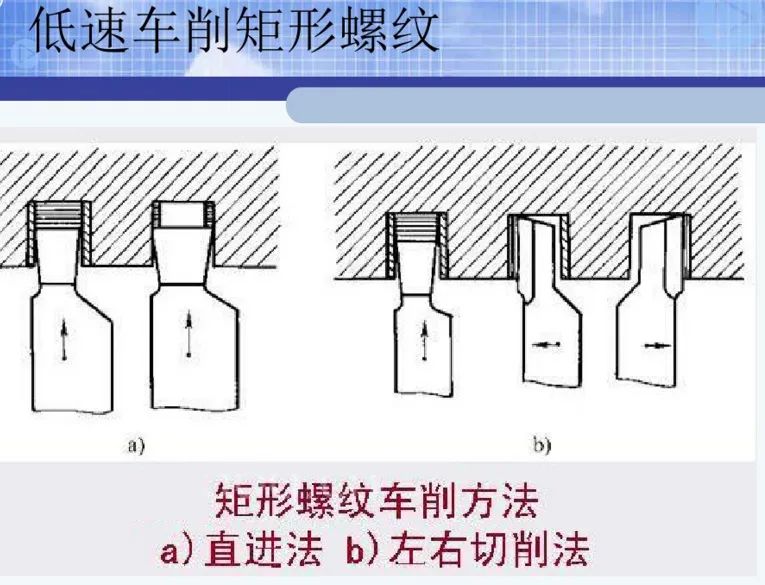
一般沒有指定牙型尺寸時,就把螺紋牙的斷面做成正方形,。車刀直線進給加工矩形螺紋,,按溝槽的深度(牙的高度)尺寸加工就行了。
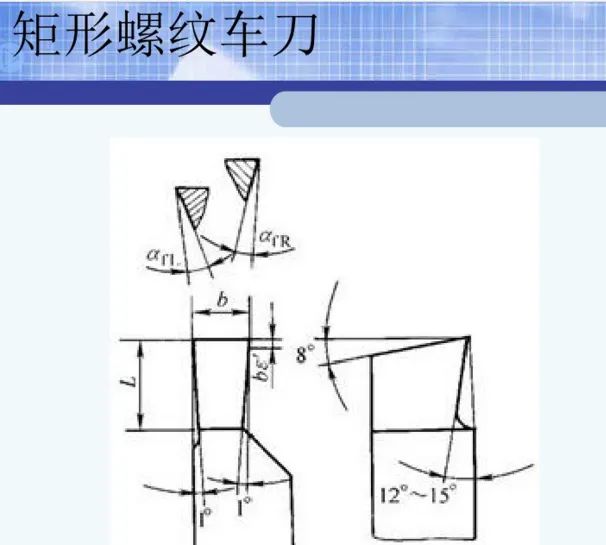
螺紋車刀:從螺紋牙的形狀考慮,,車槽車刀適用于加工短的螺紋,。只是刀的刃寬要是螺距的一半,同時因為螺距寬的螺紋較多,,多使用高速鋼彈性車刀,。矩形螺紋加工最大的問題是車刀的研磨方法。
刃寬是螺距的一半即可,,操作起來不容易,。如螺距、導(dǎo)程增大,,螺紋升角(導(dǎo)程角)就會大,,車刀的后角會碰到螺紋牙的側(cè)面。
另外注意,,導(dǎo)程大的螺紋,,螺紋牙頂和牙底的螺紋升角會不相同。所以,,外圓周(螺紋牙頂)上,,切削刃的寬度和溝槽寬一樣,牙底溝槽上螺紋牙的下面會凹進去,。為了避免出現(xiàn)這些現(xiàn)象,,凹進去的部分使用車刀前刃寬度較小的梯形車刀,。
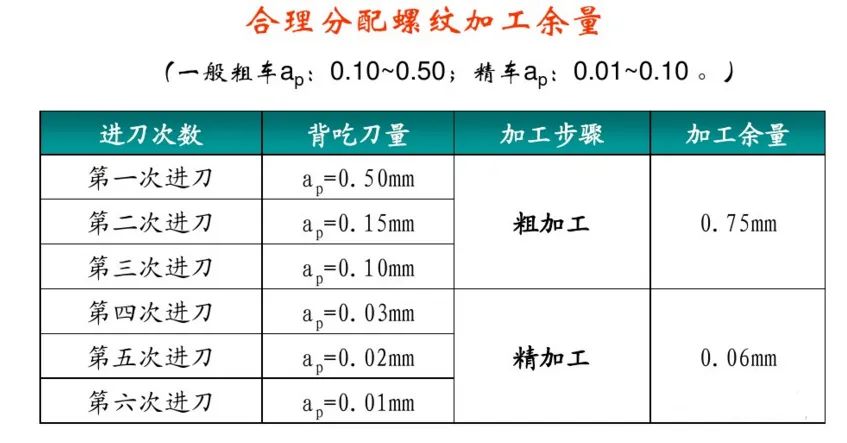
在車削矩形螺紋時,要合理分配加工余量具體可以參考下圖:
矩形螺紋與三角形螺紋和梯形螺紋不同,,矩形螺紋沒有單面切削或雙面切削的麻煩,,也沒有中徑的問題,因為精度要求并不高,。其實,,這在螺紋加工里反而是比較簡單的。


 阿里巴巴
阿里巴巴 淘寶
淘寶 返回
返回