

 阿里巴巴
阿里巴巴 淘寶
淘寶 返回
返回-
-
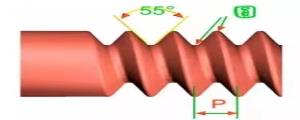
螺紋的種類,,你真的分得清嗎
2022-06-24
- 關于塑料螺絲 ,,你真的了解嗎 2023-07-14
- 緊固件基礎知識FAQ(四)| 你一定要了解的8個緊固件基本常識 2023-07-03
- 法士威2023年第二季度工作總結Party圓滿落下帷幕 2023-07-01
- 法士威2023第一季度工作總結 part,圓滿收官 2023-04-02
文章出處:螺絲百科 網責任編輯: 法士威精密零件 閱讀量: 發(fā)表時間:2022-10-26
在金屬切削加工中,會有不同的工件材料,,不同的材料,,其切削形成與去除特性各不相同,,我們怎么來掌握不同材料的特性呢,?ISO標準金屬材料分為6種不同的類型組,,每種類型在可加工性方面都具有獨特的特性,,本文將分別對它們進行總結,。
金屬材料分為6大類:
(1)P-鋼
(2)M-不銹鋼
(3)K-鑄鐵
(4)N-有色金屬
(5)S-耐熱合金
(6)H-淬硬鋼

01-P鋼
什么是鋼?
- 鋼是金屬切削領域中最大的材料組,。
- 鋼可以是非淬硬鋼或調質鋼 (硬度達400HB),。
- 鋼是一種以鐵 (Fe) 元素為主要成分的合金。它通過熔煉過程制造而成,。
- 非合金鋼的碳含量低于0.8%,,只有Fe而沒有其他合金元素。
- 合金鋼的碳含量低于1.7%,,加入了合金元素,,如Ni,、Cr、Mo,、V,、W等。

在金屬切削范圍內,,P組是最大的材料組,,因為它涵蓋了幾個不同的工業(yè)領域。
材料通常為長切屑材料,,能夠形成連續(xù),、相對均勻的切屑。具體的切屑形式通常取決于碳含量,。
– 含碳量低 = 堅韌的粘性材料,。
– 含碳量高 = 脆性材料。
加工特性:
- 長切屑材料,。
- 切屑控制相對容易,、平穩(wěn)。
- 低碳鋼有粘性,,需要鋒利的切削刃,。
- 單位切削力kc:1500–3100 N/mm2
- 加工ISO P材料需要的切削力及功率,都在有限值范圍內,。

02-M不銹鋼
什么是不銹鋼,?
- 不銹鋼是帶有最少11–12%鉻的合金材料。
- 碳含量通常很低 (低至最大0.01%),。
- 合金主要是Ni (鎳),、Mo (鉬) 和Ti (鈦)。
- 在鋼表面形成一層致密的Cr2O3,,使其耐腐蝕,。

在M組中,大部分應用都屬于石油和天然氣,、管件,、法蘭、加工行業(yè)以及制藥行業(yè),。
材料形成不規(guī)則的薄片狀切屑,與普通鋼材相比,,其切削力更高,。不銹鋼有許多種不同的類型。斷屑性能 (從容易到幾乎無法斷屑) 因合金特性和熱處理的不同而不同,。
加工特性:
- 長切屑材料,。
- 切屑控制在鐵素體中相對平順,, 在奧氏體和雙相中較困難。
- 單位切削力:1800-2850 N/mm2
- 加工時產生高切削力,、積屑瘤,、熱量和加工硬化。

03-K鑄鐵
什么是鑄鐵,?
- 鑄鐵有3種主要類型:灰口鑄鐵 (GCI),、球墨鑄鐵 (NCI) 和蠕墨鑄鐵 (CGI)。
- 鑄鐵以Fe-C為主成分,,帶相對高的硅含量 (1–3%),。
- 碳含量超過2%,這是C在奧氏體相中最大的溶解度,。
- Cr (鉻),、Mo (鉬) 和V (釩) 加入形成碳化物,增加了強度和硬度,,但降低了機械加工性,。

K組主要應用在汽車部件、機器制造業(yè)和煉鐵業(yè),。
材料的切屑成形有所不同,,從近似粉末狀的切屑到長切屑。加工該材料組所需的功率通常較小,。
注意,,灰口鑄鐵 (通常切屑近似粉末狀) 與球墨鑄鐵之間差別很大,后者的斷屑許多時候比較類似于鋼,。
加工特性:
- 短切屑材料,。
- 在所有工況下都具有良好的切屑控制。
- 單位切削力:790-1350 N/mm2
- 以較高速度加工會產生磨料磨損,。
- 中等切削力,。

04-N有色金屬
什么是有色金屬材料?
- 這一類包含有色金屬,、硬度低于130 HB的軟金屬,。
- 含近22%硅 (Si) 的有色金屬 (Al) 合金組成其中最大的部分。
- 銅,、青銅,、黃銅。

飛機制造業(yè)和鋁合金汽車車輪制造商在N組占主要地位,。
雖然每mm3(立方英寸) 需要的功率低,,但為獲得高金屬去除率,仍需要計算所需的最大功率。
加工特性:
- 長切屑材料,。
- 如果是合金,,則切屑控制相對容易。
- 有色金屬 (Al) 具有粘性,,需要使用鋒利的切削刃,。
- 單位切削力:350-700 N/mm2
- 加工ISO N材料需要的切削力及功率,都在有限值范圍內,。

05-S耐熱合金
什么是耐熱合金,?
- 耐熱合金 (HRSA) 包括許多高合金鐵、鎳,、鈷或鈦基材料,。
組:鐵基、鎳基,、鈷基
工況:退火,,固溶熱處理,時效處理,,輥軋,,鍛造,鑄造,。
特性:
- 更高的合金含量 (鈷高于鎳) 可確保更好的耐熱性,、更高的抗拉強度和更高的耐腐蝕性。

加工困難的S組材料主要應用在航空航天,、燃氣輪機和發(fā)電機行業(yè),。
范圍較寬,但通常會存在高切削力,。
加工特性:
- 長切屑材料,。
- 切屑控制困難 (鋸齒狀切屑)。
- 對于陶瓷需要使用負前角,,對于硬質合金需要使用正前角,。
- 單位切削力:
對于耐熱合金:2400–3100 N/mm2
對于鈦合金:1300-1400 N/mm2
- 需要的切削力和功率很高。

06-H淬硬鋼
什么是淬硬鋼,?
- 從加工的角度看,,淬硬鋼是最小的一個分組。
- 該分組包含硬度>45–65 HRC的調質鋼,。
- 通常,,被車削的硬零件的硬度范圍一般在55–68 HRC之間。

H組中的淬硬鋼應用在各種行業(yè),,如汽車行業(yè)及其分包商,,以及機器制造業(yè)和模具業(yè)務。
通常是連續(xù)的、紅光熾熱的切屑,。這種高溫有助于降低kc1值,對于幫助解決應用難題很重要,。
加工特性:
- 長切屑材料,。
- 相對好的切屑控制。
- 要求負前角,。
- 單位切削力:2550-4870 N/mm2
- 需要的切削力和功率很高,。


地址:中國.廣東.深圳市寶安49區(qū)華創(chuàng)達科技產業(yè)園D棟520
Copyright ? 2019 深圳市法士威精密零件有限公司 版權所有

產品在線咨詢

法士威公眾號



